






| Назва продукту | Розморожування трубчастого нагрівача |
| Опір ізоляції в стані вологості | ≥200 МОм |
| Опір ізоляції після випробування на вологе тепло | ≥30 МОм |
| Струм витоку стану вологості | ≤0,1 мА |
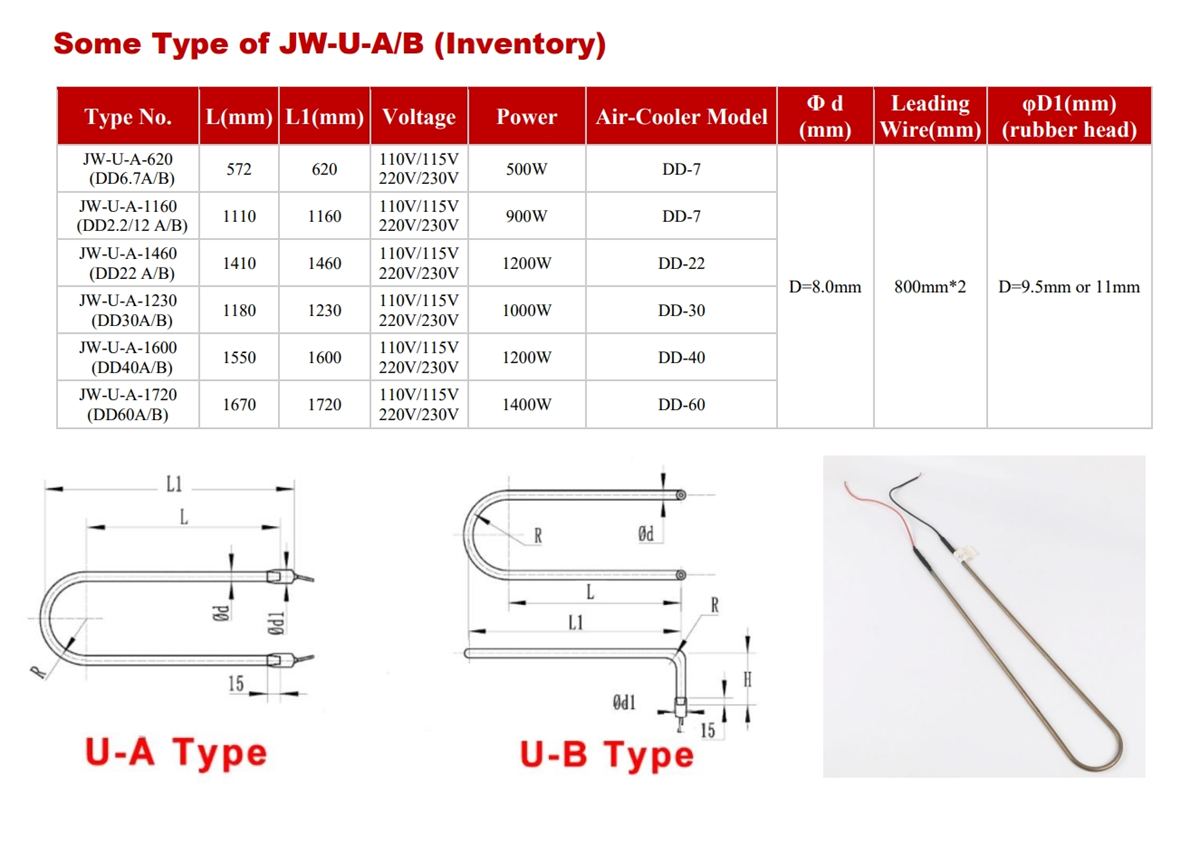
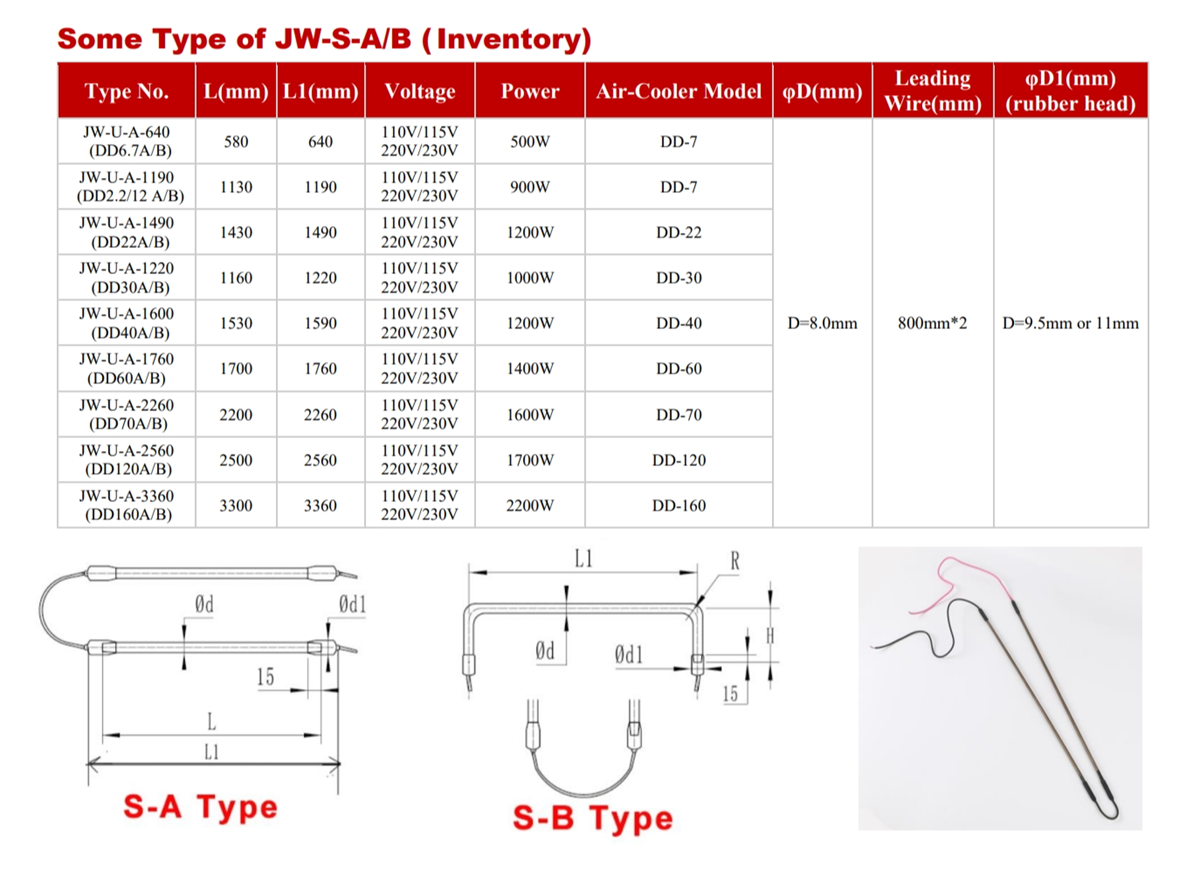
| Діаметр труби | 6,5 мм, 8,0 мм, 10,7 мм тощо. |
| Потужність | 300-400 Вт на метр |
| Довжина | Налаштовані |
| Опірна напруга у воді | 2000 В/хв (нормальна температура води) |
| Ізольований опір у воді | 750 МОм |
| Використання | Розморожувальний нагрівальний елемент |
| Матеріал трубки | СС304, СС316 |
| Клас захисту | IP00 |
| Схвалення | CE/CQC |
| Форма, розмір, потужність/напруга та довжина підвідного дроту розморожувального трубчастого нагрівача можуть бути налаштовані відповідно до вимог замовника, на нашому складі немає жодного стандарту, і їх необхідно налаштувати під час оформлення замовлення. Трубка для розморожування має потужність близько 300-400 Вт на метр для розморожування, форма нагрівача для розморожування у нас є пряма, U-подібна, типу AA та інша спеціальна форма. | |



Нагрівач зливної лінії
Тепловий пояс для труб
Нагрівальний дріт дверної рами
Температура поверхні, що допускається різними матеріалами труб, неоднакова, наприклад, нержавіюча сталь 304 нагрівається до 450-500 градусів, нержавіюча сталь 321 - до 700 градусів, нержавіюча сталь 310S - до 900 градусів; однакові матеріали та потужності труб можуть мати різну температуру поверхні середовища; температура поверхні киплячої води з нержавіючої сталі 304 становить близько 106 °C, а температура повітря для нагрівання може бути близько 450 °C; рекомендується використовувати литий алюміній для нагрівання при температурі нижче 380 °C, а при високій температурі алюміній деформується і навіть плавиться; за однакових матеріалів та середовищ електрична нагрівальна труба високої потужності має високу швидкість нагрівання та високу температуру.
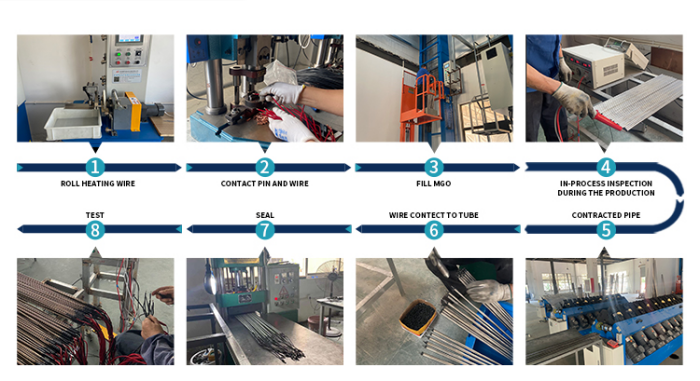
Для обробки нагрівальних труб методом розморожування потрібні такі матеріали, як сталеві труби, наповнювач, електричний нагрівальний дріт, свинцевий стрижень, герметизуючий клей, високотемпературний дріт тощо. Ми надаємо резистивному дроту спіралеподібну форму відповідно до виробничого однодротового намотувального верстата, щоб забезпечити рівномірну відстань намотування. Зварюємо свинцевий стрижень та резистивний дріт, а потім заповнюємо магнезіальним порошком наповнювач. Після заповнення порошку труба стискається. Ми використовуємо термоусадочну машину для труб для стиснення та формування, натягуємо резистивний дріт та порошок оксиду магнію, щоб зробити його щільним, забезпечуємо ізоляцію між електричним нагрівальним дротом та повітрям, а центральне положення не відхиляється та не торкається стінки труби. А потім згинаємо його у форму, яку бажає замовник.

Перед запитом, будь ласка, надішліть нам нижче наведені характеристики:
1. Надсилання нам креслення або реального зображення;
2. Розмір, потужність та напруга нагрівача;
3. Будь-які спеціальні вимоги до обігрівача.
Контакти: Амі Чжан
Email: info@benoelectric.com
Вічат: +86 15268490327
WhatsApp: +86 15268490327
Скайп: amiee19940314






